What are Lithium Operations?
Lithium used in battery manufacturing is primarily produced from two sources:
- Brine Deposits: Lithium-rich saline solutions are pumped to the surface, concentrated through evaporation, and chemically processed to recover lithium salts.
- Hard-Rock Spodumene: Ore is mined, thermally converted, and acid-leached to generate lithium-bearing solutions.
Both production routes aim to produce high-purity lithium carbonate (Li₂CO₃) or lithium hydroxide (LiOH).
During refining, process streams contain dissolved salts, fine suspended solids, and impurities such as magnesium, calcium, iron, aluminum, and silicates. These contaminants must be removed before crystallization to protect downstream equipment and maintain consistent product quality.
For lithium producers operating at scale, solid–liquid separation is a process-critical step that directly impacts product purity, recovery rates, and plant reliability. Maintaining consistent, high-clarity filtration upstream supports stable crystallization performance, protects capital equipment, and enables continuous lithium production.
Where Does Filtration Fit in Lithium Operations?
Filtration is integrated at several critical stages throughout lithium extraction and refining, with requirements varying between brine and hard-rock operations. In brine-based production, lithium-rich solutions undergo chemical precipitation to remove magnesium, calcium, boron, and other dissolved impurities. These reactions generate fine metal hydroxide and carbonate solids, often in the 1–10 micron range, suspended in high-salinity liquor. Clarification at this stage typically requires pressure-driven filtration capable of achieving <5 micron particle retention and low turbidity to protect downstream ion exchange systems, membrane units, and evaporators from fouling and scaling.
In hard-rock (spodumene) operations, filtration is required immediately following acid leaching. The resulting slurry contains dissolved lithium sulfate along with undissolved gangue, silica residues, and precipitated metal hydroxides. Solids loading can be significantly higher than in brine operations, and particle size distribution may range from sub-micron fines to >100 microns. Filtration systems must handle abrasive solids, elevated temperatures, acidic chemistries, and differential pressures commonly in the 3–7 bar (45–100 psi) range to achieve efficient solid–liquid separation while maintaining lithium recovery.
Additional filtration stages are often required prior to evaporation and crystallization. At this point, clarity requirements become more stringent — typically targeting <1–5 ppm suspended solids — to ensure controlled crystal growth and battery-grade purity. Residual particulate can act as unintended nucleation sites, reduce crystallization efficiency, and introduce inclusions in final lithium carbonate (Li₂CO₃) or lithium hydroxide (LiOH) product.
Across all stages, lithium producers require filtration systems that can maintain consistent micron-level separation, withstand corrosive high-salt or acidic environments, and operate continuously under variable solids loading. Effective filtration directly impacts recovery yield, product purity, downstream equipment reliability, and overall plant performance — making engineered solid–liquid separation a foundational component of modern lithium operations.
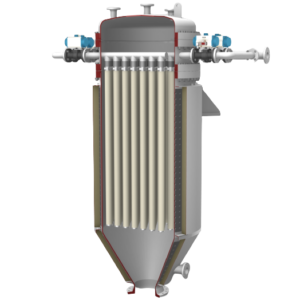
How Are STERI CANDLE Filters Used in Lithium Operations?
STERI’s CANDLE filtration systems are installed at critical clarification stages within both brine and hard-rock lithium operations. In brine processing, STERI filtration products are typically positioned downstream of impurity precipitation to remove fine magnesium, calcium, and metal hydroxide solids before ion exchange, membrane systems, or evaporation. In hard-rock applications, they are applied after acid leaching and secondary precipitation steps to separate undissolved gangue and sub-micron particulates prior to concentration and crystallization.
Operating as enclosed pressure vessels, STERI CANDLE filters commonly function within 3–7 bar (45–100 psi) pressure ranges and are capable of achieving 1–5 micron particle retention, depending on media selection. This supports low-turbidity filtrate and suspended solids levels suitable for battery-grade lithium carbonate (Li₂CO₃) and lithium hydroxide (LiOH) production.
Designed for corrosive, high-salinity process environments, STERI systems incorporate engineered metallurgy, controlled internal flow distribution, and automated cake discharge mechanisms. The result is stable, repeatable clarification performance that protects downstream purification equipment, supports crystallization efficiency, and enables scalable lithium production with reduced operator intervention.